Una de las partes de horno de sinterizado que suelen tener mayor riesgo de rotura es el tubo del horno, esto puede tener consecuencias costosas y perjudiciales para el proceso de cocción. Afortunadamente, siguiendo algunas reglas y recomendaciones, es posible evitar este problema y garantizar un correcto manejo y funcionamiento del tubo. A continuación, se presentan algunas medidas clave para prevenir la rotura del tubo
Manipulación cuidadosa de las partes de horno de sinterizado
Dado que el tubo está hecho de alúmina y es frágil, se debe manejar con cuidado en todo momento, especialmente al introducirlo en el horno. Evite golpes o caídas que puedan causar daños.
Posicionamiento adecuado
Asegúrese de que las partes metálicas laterales que soportan el tubo estén correctamente posicionadas para reducir las tensiones. Puede ajustar su posición lateral y verticalmente para optimizar el ajuste.
Cumplimiento de ciclos de horno
Es importante seguir las pautas y recomendaciones del fabricante del horno en cuanto a los ciclos de calentamiento y enfriamiento. No programe rampas de temperatura superiores a 3°C/min para evitar cambios bruscos que puedan afectar el tubo.
Uso de ciclos térmicos recomendados
Si el fabricante proporciona ciclos térmicos recomendados para el uso del horno con el tubo, es esencial seguir esas pautas para garantizar un funcionamiento seguro y prolongar la vida útil del tubo.
Colocación adecuada de bloques refractarios
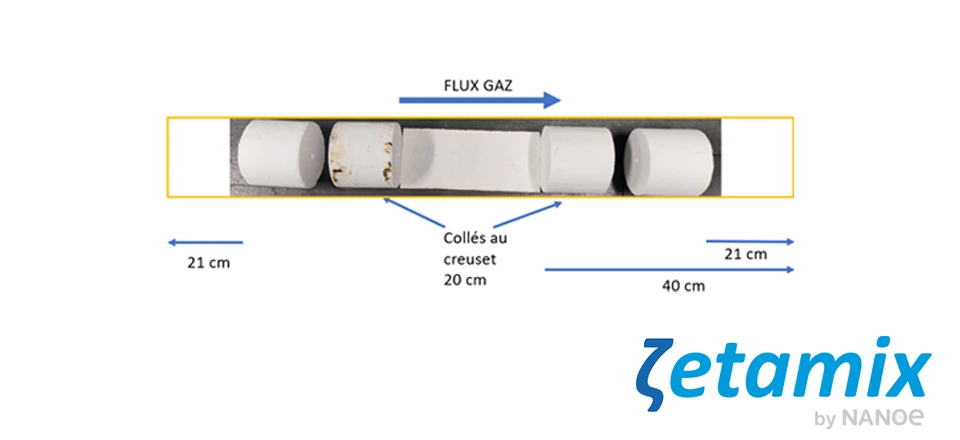
Esta es una de las causas más comunes de roturas de tubos. Asegúrese de entender que el tubo está diseñado para concentrar el calor en un área específica. Coloque un crisol de 20 cm en el centro del tubo o dos crisoles de 10 cm uno al lado del otro para lograr una distribución de calor adecuada. Luego, coloque los bloques refractarios directamente en contacto con el crisol en ambos lados. Si tiene bloques adicionales, colóquelos en el exterior del tubo, pero siempre asegúrese de que estén en contacto con el crisol.
Prueba de vacío
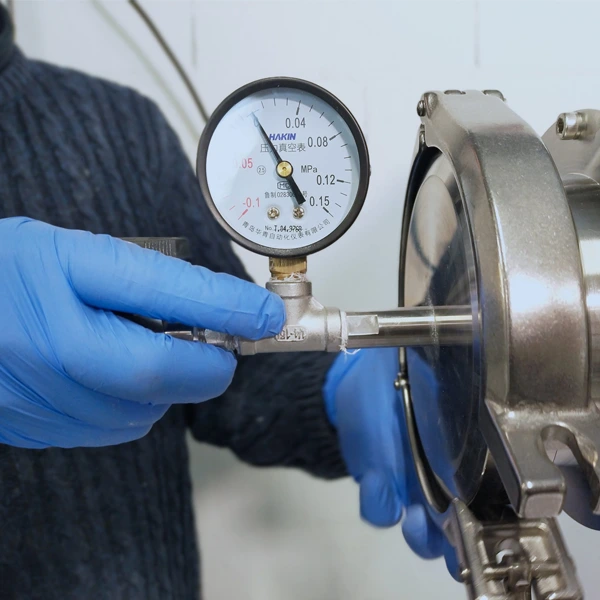
Realice pruebas de vacío (Pruebas No Destructivas) utilizando la bomba suministrada con el equipo para verificar si hay fugas o fisuras en el tubo. Mantenga un vacío estático de -0,9 bar (-0,09 MPa) durante más de 5 minutos. Si hay problemas en la prueba, es necesario revisar y solucionar cualquier fisura antes de continuar con el proceso térmico.
Solución
Diferentes motivos pueden provocar roturas o grietas en el tubo:
– Mal manejo del tubo: como se explicó anteriormente, el tubo está hecho de alúmina y, por lo tanto, es frágil. Por lo tanto, debe manipularse con cuidado, especialmente al introducirlo en el horno.
– Mala puesta a punto: el posicionamiento de las partes metálicas laterales es importante para soportar el tubo y reducir las tensiones. Es posible moverlos lateral y verticalmente para optimizar el ajuste.
– Incumplimiento de los ciclos del horno: es importante no programar rampas superiores a 3°C/min.
– Colocación incorrecta de los bloques refractarios, esta es la causa de casi todas las roturas de tubos. Es importante entender que el tubo está hecho para concentrar el calor en un área de 20cm, en su centro. Si el calor es demasiado a lo largo del tubo, se romperá. Por lo tanto, es necesario colocar un crisol de 20 cm en su centro (o dos crisoles de 10 cm uno al lado del otro) y luego poner los bloques refractarios directamente en contacto con el crisol, en ambos lados. Si tienes 4 bloques, puedes poner los dos extra en el exterior del tubo. Pero ya sea que tenga 2 o 4 bloques refractarios, es necesario colocarlos a cada lado del crisol, en contacto con él.